
Продукция
-
Наплавка


-
TENSILEWELD E71T8-K6-J
-

E7015
-

E NiCrCoMo-1
-

E309-16
-

E71T-GS
-
TENSILEWELD E81T1-Ni1M
-

EN ISO 18273: S AL 4043 (AISi5) AWS A5.18 ER4043
-

14343 -A : G 19 9 Nb AWS A5.18 ER347
-

EN ISO 18273: S AL 4047 (AISi12) AWS A5.18 ER4047
-
EN ISO 21952-А :GZ Cr Mo 1 Si AWS ER80S-B2
-

E2209-16
-

E6013
-
EN ISO 18274:S Ni 6059 (NiCr23Mo16) AWS A5.11 ERNiCrMo-13
-

ENiCu-B
-

Электрод наплавочный D027
-

EN ISO 14172:E-Ni 6625(NiCr22Mo9Nb) AWS A5.11 ERNiCrMo-3
E7024
EN ISO 2560-A: E42 0 RR 53
AWS E7024
Описание
маркер
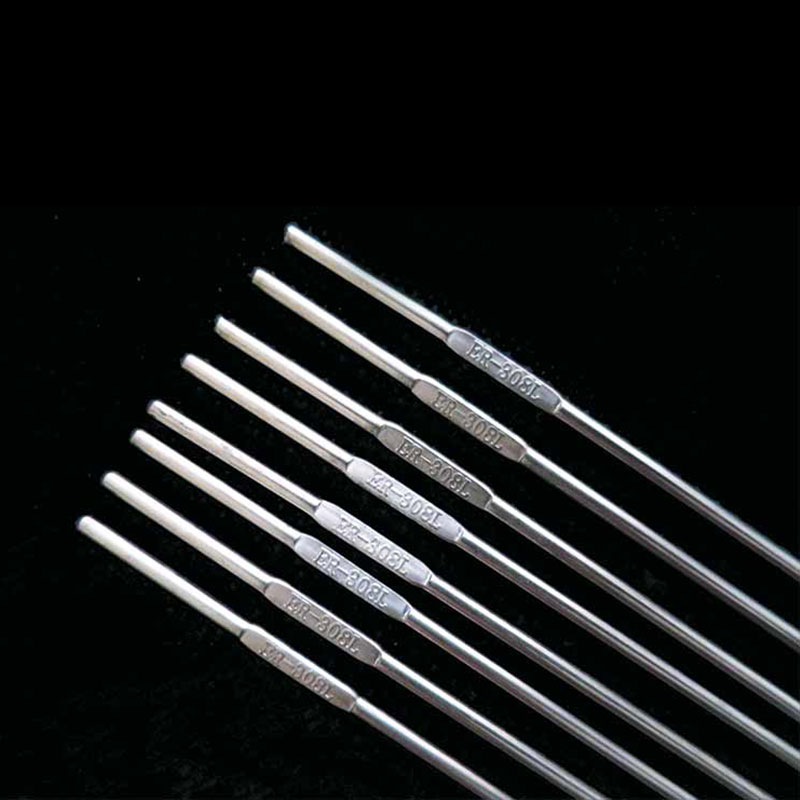
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Область применения: Для сварки конструкций из высокопрочных легированных сталей типа АК.
Содержание диффузионного водорода в наплавленном металле не более 1.8 куб.см/100г
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент расхода – 1,7. Производительность, г/А*час -9.
ОСОБЫЕ СВОЙСТВА
Сварку выполнять короткой дугой по тщательно зачищенной поверхности с предварительным и сопутствующим подогревом до температуры 150-200 град.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
Температура прокалки перед сваркой: 380 - 400 град. 1час
ВИД ПОКРЫТИЯ
Основной
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
| C | Mn | Si | S | P | Cr | Ni | Mo | V |
| ≤0.15 | ≤1.25 | ≤0.90 | ≤0.035 | ≤0.035 | ≤0.20 | ≤0.30 | ≤0.30 | ≤0.08 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение электродов , % | 20°C
Ударная вязкость Дж/см2 |
| 490-660 | ≥375 | ≥22 | ≥47 |
РЕЖИМ СВАРКИ
| Сила сварочного тока, А для электродов диаметром ,мм | ||
| 3.2 | 4.0 | 5.0 |
| 120-150 | 160-200 | 220-250 |
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм |
| 3.2 | 400 |
| 4.0 | 450 |
| 5.0 | 450 |
связаться с нами
Сопутствующие популярные продукты
EN ISO 21952-А :GZ Cr Mo 1 Si AWS ER80S-B2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сварочная проволока из легированной стали ER80S-B2 В...

EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Для TIG сварки до -30°C. Омедненные присадочные прут...
TENSILEWELD E91T1-K2M
Описание Положения сварки Проволока для всех положений, разработанная таким образом,...

EN ISO 18273:S AI 5183 (AIMg4.5 Mn0.7A) AWS ER5183
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ER5183 (СВ-АМг4) — (аналог AlMg4.5Mn) проволока для с...
EN ISO 18273: S AL 4047 (AISi12) AWS A5.18 ER4047
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ER4047 -это эвтектический сплав Al Si с 12% кремния, ...

Электрод наплавочный D707
назначение и область применения: D707 представляет собой низководородный натриевый к...


EN ISO 18273:S AI 5356 (AIMg 5Cr-A ) AWS A5.18 ER5356
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплошная сварочная проволока ER 5356 - это наиболее р...
EN ISO 14341-А -G 42 4 М21 3Si1 AWS A5.18: ER70S-6
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Проволока сварочная омеднённая применяется для автом...


TENSILEWELD HB-56
Описание Наплавленный металл, производимый проволокой TENSILEWELD HB-56, представляе...


AWS A5.11 ECuSn-C
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Медных сплавов латуни (припой) (AWS Ecusn-C) В медны...