
Продукция
-
Наплавка





-

E71T-GS
-

Электрод наплавочный D707
-

EN ISO 14172: AWS A5.11 ECU
-

AWS A5.11 ECuSn-C
-

E347-15
-

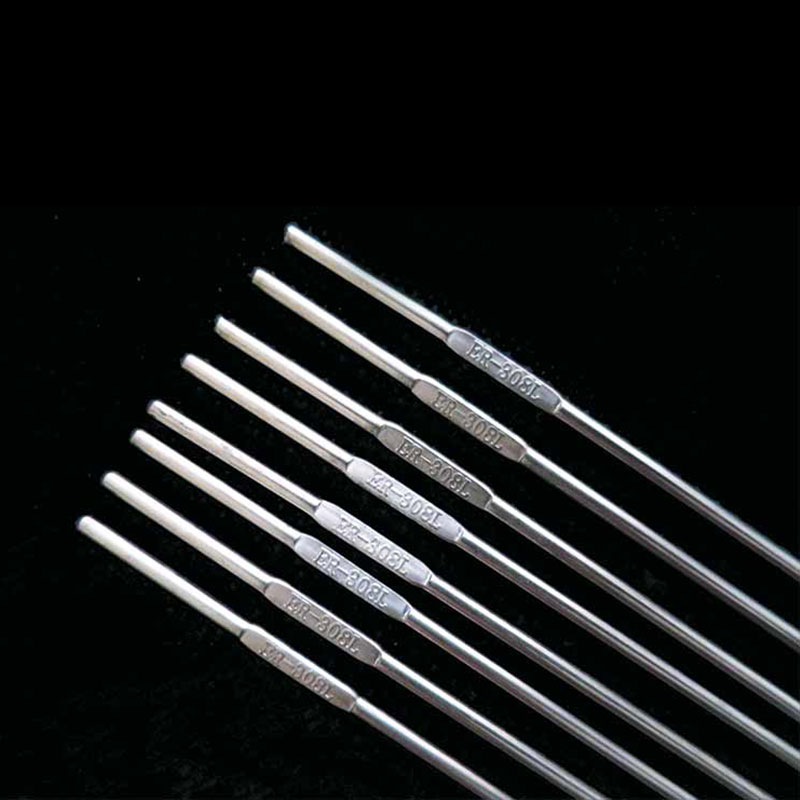
14343 -A : G 19 9 Nb AWS A5.18 ER347
-

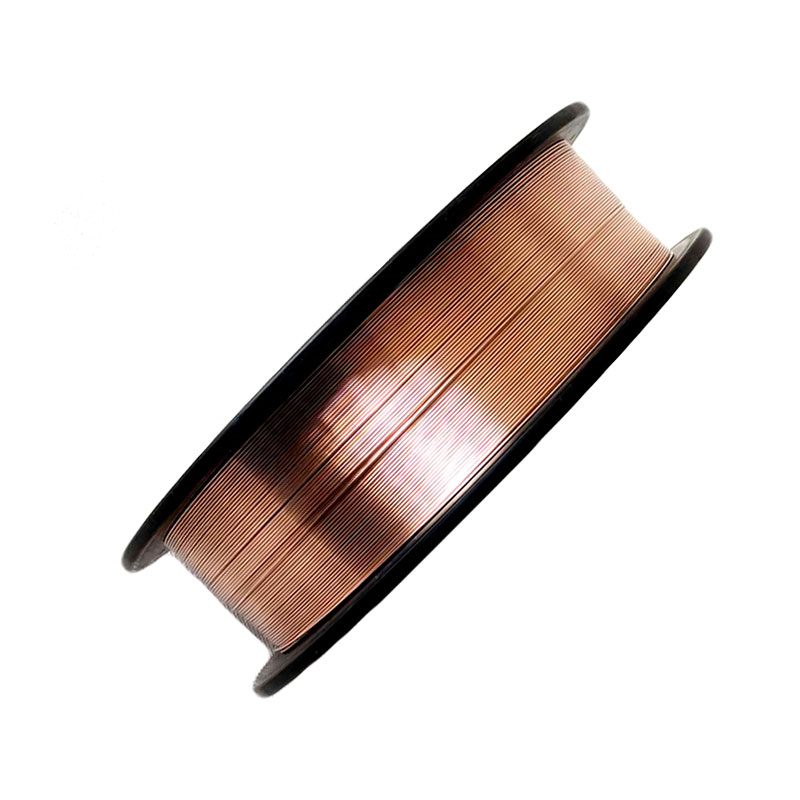
EN ISO 18273:S AI 5356 (AIMg 5Cr-A ) AWS A5.18 ER5356
-

EN ISO 14343-A :G 23 12 L AWS A5.18 ER309L
-
TENSILEWELD E81T8-Ni2J
-
E312-16
-

E 7018-1
-

E8015-G
-
EN ISO 14343-B:SS308 AWS A5.11 ER308
-
Электрод наплавочный D822
-

E7024
-

E7015

E7018
ISO 2560-А-E 42 4 В 4 2 Н5
AWS A5.1: E7018
Описание
маркер
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
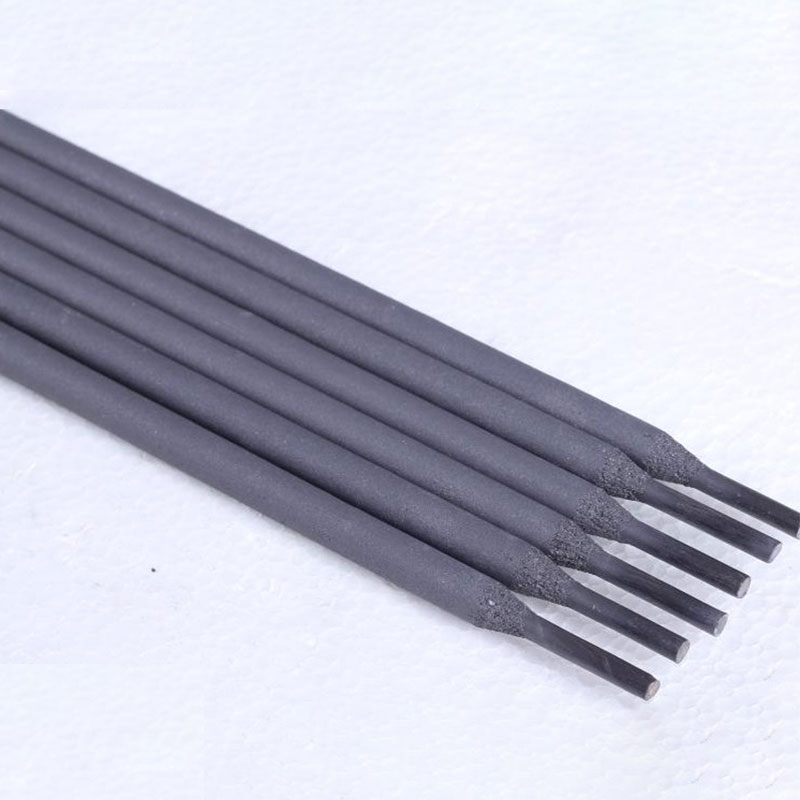
Электроды УОНИ-13/55 Плазма предназначены для сварки во всех пространственных положениях, кроме сверху-вниз, ответственных конструкции и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечит высокую стойкость
сварных соединений против горячих трещин. Широко применяются в мостостроении, судостроении, судоремонте и производстве сосудов, работающих под давлением.
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки – 10,5-11,5 г/А·ч. Расход электродов на 1 кг наплавленного металла 1,58 кг. Номинальная производительность до 115%. Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего,
горизонтального на вертикальной площади и вертикального способа «снизу-вверх».
ОСОБЫЕ СВОЙСТВА
Электроды УОНИ-13/55 Плазма отличаются высокой прочностью металла шва, с особой металлургической чистотой и низким содержанием водорода в наплавленном металле. Возможность сваривания на переменном токе исключает действие магнитного дутья.
Мелкокапельный перенос металла при сварке УОНИ-13/55 Плазма обеспечивает лучшую стабильность горения дуги и формирование металла шва. Благодаря добавлению железного порошка в обмазку электрода эффективность использования УОНИ-13/55 Плазма повысилась на 20 %, при этом:
Компенсированы потери металла на выгорание и разбрызгивание;
Снижен расход электродов на 10-15%;
Увеличена производительность наплавки на 8–10 %.
Шлак не затекает в сварочную ванну, формируется ровный шов, а образующаяся шлаковая корка легко поддается удалению.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 400 ± 20 ºС 60 мин.
Содержание влаги в покрытии электрода не больше 0,3%.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
| C | Mn | Si | S | P | Cr | Ni | Mo | V |
| ≤0.15 | ≤1.60 | ≤0.90 | ≤0.035 | ≤0.035 | ≤0.20 | ≤0.30 | ≤0.30 | ≤0.08 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение электродов , % | -30°C |
| Ударная вязкость Дж/см2 | |||
| ≥490 | ≥400 | ≥22 | ≥27 |
РЕЖИМ СВАРКИ
| Сила сварочного тока, А для электродов диаметром ,мм | |||
| 2.5 | 3.2 | 4.0 | 5.0 |
| 70-110 | 100-140 | 140-180 | 190-240 |
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм |
| 2.5 | 300 |
| 3.2 | 350 |
| 4.0 | 400 |
| 5.0 | 400 |
связаться с нами
Сопутствующие популярные продукты
EN ISO 18273:S AI 5356 (AIMg 5Cr-A ) AWS A5.18 ER5356
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплошная сварочная проволока ER 5356 - это наиболее р...

EN ISO 18273: S AL 4043 (AISi5) AWS A5.18 ER4043
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Это наиболее часто применяемая проволока, используема...
E347-15
ISO E19.9NbB20 Э-08Х20Н9Г2Б-ЦЛ-11-⌀-ВД ГОСТ 9466-75, ГОСТ 10052-75 Е-2005-Б205-Б20 ГОСТ Э-08Х20Н9Г2Б AWS E347-15

EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Для TIG сварки до -30°C. Омедненные присадочные прут...
TENSILEWELD E81T1-Ni1M
Описание Сплава И Применение: E81 T1-NiM - порошковая проволока, предназначенная для ...
EN ISO 14343-A :G 23 12 L AWS A5.18 ER309L
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Это сварочная проволока TIG для атомной энергетики из...
TENSILEWELD E91T1-K2M
Описание Положения сварки Проволока для всех положений, разработанная таким образом,...

EN ISO 14172:E-Ni 6625(NiCr22Mo9Nb) AWS A5.11 ERNiCrMo-3
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплав ERNiCrMo-3 имеет сложный комплекс легирующих эл...


E308-16
ISO 3581-A: E 19 9 L R11 AWS A5.4, E308-16 Аналог: OK 61.20, OK 61.30, АНВ-29, ЗИФ-9, ОЗЛ-8, ОЗЛ-22, ОЗЛ-36
EN ISO 14341-А -G 42 4 М21 3Si1 AWS A5.18: ER70S-6
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Проволока сварочная омеднённая применяется для автом...
TENSILEWELD E81T8-Ni2J
Описание Сплава И Применение: это проволока для высокопроизводительной сварки, примен...
14343 -A : G 19 9 Nb AWS A5.18 ER347
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Проволока ER347 – это стойкая к проявлениям коррозии...

EN ISO 18273: S AL 4047 (AISi12) AWS A5.18 ER4047
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ER4047 -это эвтектический сплав Al Si с 12% кремния, ...
TENSILEWELD 35 G M
Описание Тип – рутиловая. Газозащитная порошковая проволока, обеспечивающая в наплав...