
Продукция
-
Наплавка

-

EN ISO 18273: S AL 4043 (AISi5) AWS A5.18 ER4043
-

E71T-GS
-
TENSILEWELD E91T1-K2M
-
TENSILEWELD E81T1-Ni1M
-

E308-16 Электроды для нержавеющих сталей
-

E410NiMo-15
-

Электрод наплавочный D707
-

E7018
-

E 7018-1
-

AWS A5.11 ECuSn-C
-
EN ISO 14341-А -G 42 4 М21 3Si1 AWS A5.18: ER70S-6
-

ENiCrMo-3
-

EN ISO 18273:S AI 5183 (AIMg4.5 Mn0.7A) AWS ER5183
-
TENSILEWELD E81T8-Ni2J
-

E2209-16
-
TENSILEWELD E71T8-K6-J

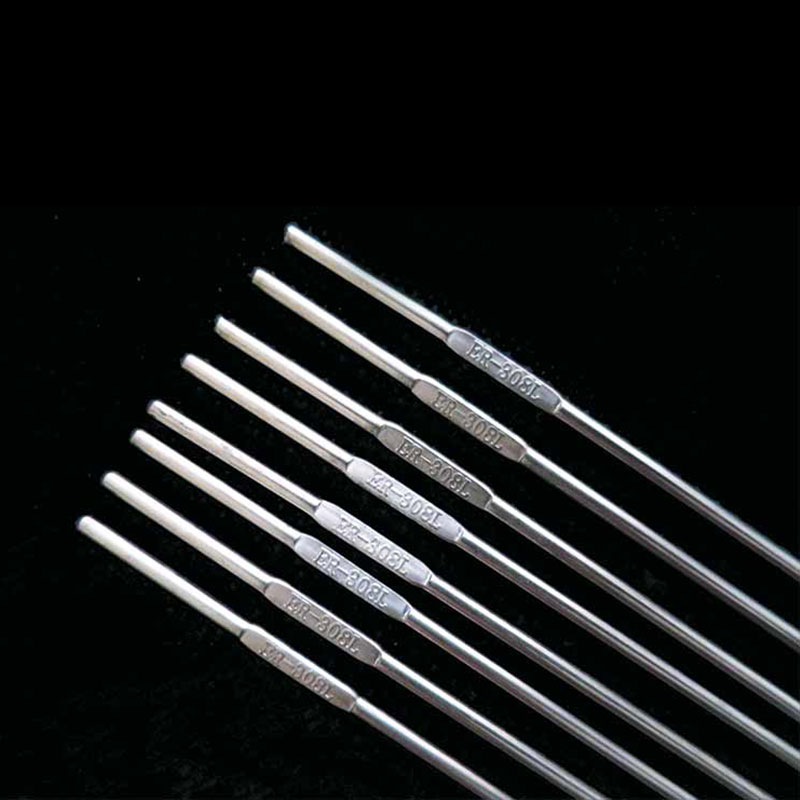
E309-16
ISO 3581-A-E (22 12) R32 I
SO 3581-B-ES309-16
ASME SFA-5.4 E309-16
Описание
маркер
ПРИЛОЖЕНИЯ:
Подходит для сварки одного типа нержавеющей стали, футеровки из нержавеющей стали, различных сталей (например, Cr19Ni10, низкоуглеродистой стали и т. д.), а также стали гаолуо, стали с высоким содержанием марганца и т. д.
ХАРАКТЕРИСТИКИ:
Е309-16представляет собой электрод из нержавеющей стали Cr23Ni13 для оборудования, работающего под давлением с рутиловой оболочкой.Для сварки во всех положениях можно использовать как переменный, так и постоянный ток.Отличные сварочные характеристики.Наплавленный металл обладает хорошей трещиностойкостью и стойкостью к окислению.
ВНИМАНИЕ:
Перед сваркой электрод необходимо прокалить при температуре 320–350 ℃ в течение 1 часа и использовать по мере необходимости.
Перед сваркой удалите ржавчину, жир, влагу и другие загрязнения.
Рекомендуется источник постоянного тока, поскольку глубина сварки относительно невелика, ток не должен быть слишком большим, чтобы избежать покраснения и растрескивания кожи.
Максимально уменьшите подвод тепла, а амплитуда качания электрода не должна быть слишком большой.
Разогрейте и поддерживайте температуру между каналами ниже 150 ℃.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
| C | Mn | Si | P | S | Ni | Cr |
| 0.03 | 1,00 | 0.75 | 0.030 | 0.010 | 12,8 | 23,6 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, МПа | Относительное удлинение электродов , % |
| 580 | 41 |
Геометрические размеры и сила тока при сварке
| Диаметр, мм | Длина, мм | Ток, А |
| 2.5 | 300 | 60 – 80 |
| 3.2 | 350 | 80 – 120 |
| 4.0 | 350 | 110-150 |
| 5.0 | 350 | 150-180 |
Пространственные положения сварки
Упаковка VAC PAC- 5кг. Коробка 20кг.
При необходимости повторная прокалка 1ч.При t-320-350°C

связаться с нами
Сопутствующие популярные продукты
Электрод наплавочный D822
назначение и область применения: сварочный пруток на основе кобальта D822 наплавленн...

TENSILEWELD 35 G M
Описание Тип – рутиловая. Газозащитная порошковая проволока, обеспечивающая в наплав...

EN ISO 14172: AWS A5.11 ECU
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Чистая медь для сварочного сердечника, низкий водород...

Электрод наплавочный D027
назначение и область применения: D027 - это сварочный электрод для наплавки с режущи...
TENSILEWELD E81T8-Ni2J
Описание Сплава И Применение: это проволока для высокопроизводительной сварки, примен...

EN ISO 18273: S AL 4047 (AISi12) AWS A5.18 ER4047
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ER4047 -это эвтектический сплав Al Si с 12% кремния, ...

TENSILEWELD E81T1-Ni1M
Описание Сплава И Применение: E81 T1-NiM - порошковая проволока, предназначенная для ...

EN ISO 14172:E-Ni 6625(NiCr22Mo9Nb) AWS A5.11 ERNiCrMo-3
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сплав ERNiCrMo-3 имеет сложный комплекс легирующих эл...
EN ISO 18273: S AL 1100(AI199.0Cu) AWS A5.18 ER 1100
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Чистая алюминиевая проволока для MIG сварки кованых а...


TENSILEWELD E91T1-K2M
Описание Положения сварки Проволока для всех положений, разработанная таким образом,...
