
Продукция
-
Наплавка

-

EN ISO 14172:E-Ni 6625(NiCr22Mo9Nb) AWS A5.11 ERNiCrMo-3
-
TENSILEWELD HB-56
-

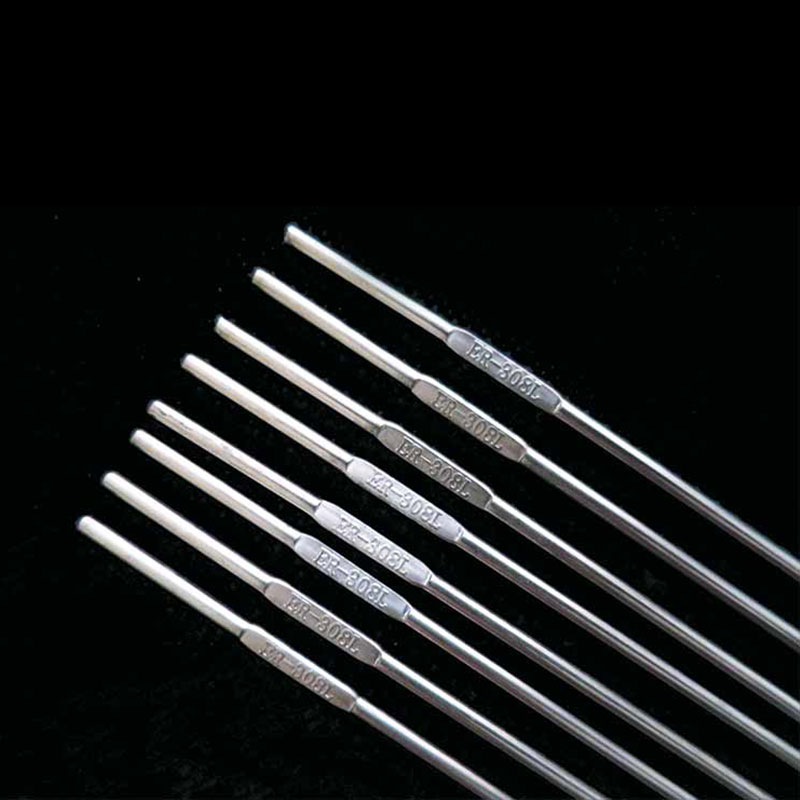
14343 -A : G 19 9 Nb AWS A5.18 ER347
-

E7018
-
TENSILEWELD E81T1-Ni1M
-

E309-16
-
EN ISO 14341-А -G 42 4 М21 3Si1 AWS A5.18: ER70S-6
-

AWS A5.11 ECuSn-C
-

E71T-GS
-
TENSILEWELD E81T8-Ni2J
-
EN ISO 18274:S Ni 6059 (NiCr23Mo16) AWS A5.11 ERNiCrMo-13
-

E7015
-
Электрод наплавочный D822
-

E NiCrFe-3
-

EN ISO 14172: AWS A5.11 ECU
-

EN ISO 18273:S AI 5183 (AIMg4.5 Mn0.7A) AWS ER5183

E NiCrCoMo-1
EN ISO 14172: E Ni 6617.
AWS E NiCrCoMo-1
Описание
маркер
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электрод предназначен для сварки жаропрочных подобных сплавов на основе никеля; жаропрочных аустенитных литых сплавов, таких как 2.4663 (NiCr21Co12Mo), 2.4851 (NiCr23Fe), 1.4876 (X10NiCrAlTi 32 20), 1.4859 (GX10 NiCrNb 32 20). Наплавленный металл стоек к образованию горячих трещин, рабочие температуры до 1100°С. Окалиностойкость до 1100°С в окислительной и науглероживающей атмосфере (газовые турбины, заводы производства этилена). Электроды поставляются в запаянных жестяных банках.
УСЛОВИЯ ПРИМЕНЕНИЯ
Держать электрод вертикально к поверхности. Сварку вести короткой дугой, ниточным швом. Межпроходная температура – макс.150°С. Прокалка электродов, в случае необходимости, 2-3 часа 250- 300°С.
ВИД ПОКРЫТИЯ
Основное
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
| C | Mn | Si | S | Ni | Fe | Cr |
| 0.05-0.15 | 0.3-2.5 | ≤0.075 | ≤0.015 | Remain | ≤5.00 | 21.0-26.0 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение электродов , A5% | Ударная вязкость Дж/см2 |
| 730 | 460 | 40 | +20°C-100 |
РЕЖИМ СВАРКИ
| Сила сварочного тока, А для электродов диаметром ,мм | ||
| 2.5 | 3.2 | 4.0 |
| 45-60 | 75-95 | 90-120 |
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм |
| 2.5 | 250 |
| 3.2 | 300 |
| 4.0 | 350 |
| 5.0 | 350 |
связаться с нами
Сопутствующие популярные продукты

EN ISO 18273: S AL 1100(AI199.0Cu) AWS A5.18 ER 1100
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Чистая алюминиевая проволока для MIG сварки кованых а...
14343 -A : G 19 9 Nb AWS A5.18 ER347
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Проволока ER347 – это стойкая к проявлениям коррозии...
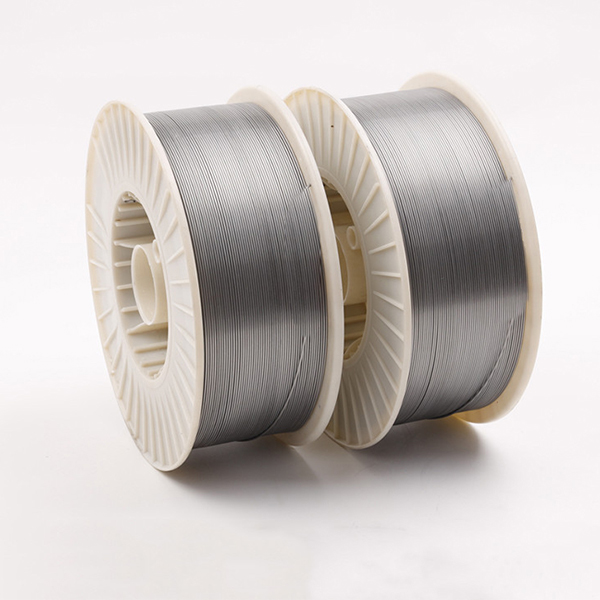
EN ISO 18274:S Ni 6059 (NiCr23Mo16) AWS A5.11 ERNiCrMo-13
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Сварочная проволока из никель-хром-молибденового спла...


E308-16 Электроды для нержавеющих сталей
AWS A5.4, E308-16 ISO 3581-A: E 19 9 L R11 Аналог: OK 61.20, OK 61.30, АНВ-29, ЗИФ-9, ОЗЛ-8, ОЗЛ-22, ОЗЛ-36

E347-15
ISO E19.9NbB20 Э-08Х20Н9Г2Б-ЦЛ-11-⌀-ВД ГОСТ 9466-75, ГОСТ 10052-75 Е-2005-Б205-Б20 ГОСТ Э-08Х20Н9Г2Б AWS E347-15
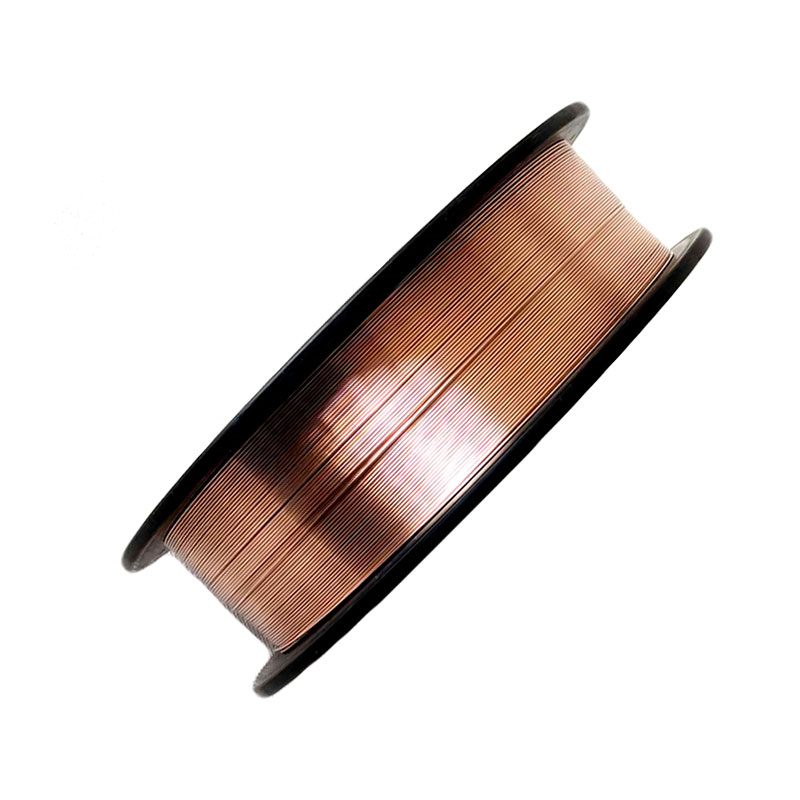
TENSILEWELD E81T1-Ni1M
Описание Сплава И Применение: E81 T1-NiM - порошковая проволока, предназначенная для ...

EN ISO 14341-A :G 46 3 G2Ti AWS ER70S-2
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Для TIG сварки до -30°C. Омедненные присадочные прут...

EN ISO 18273: S AL 4047 (AISi12) AWS A5.18 ER4047
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ ER4047 -это эвтектический сплав Al Si с 12% кремния, ...
TENSILEWELD E81T8-Ni2J
Описание Сплава И Применение: это проволока для высокопроизводительной сварки, примен...

